





S-SEN Metal, profesionalus dengtų dengtų dalių tiekėjas, naudoja pažangias paviršiaus apdorojimo technologijas, griežtą kokybės kontrolės sistemą ir pritaikytas aptarnavimo galimybes, kad teiktų aukštos kokybės, ekonomiškus dengimo sprendimus įvairioms pramonės šakoms visame pasaulyje. Mes daug metų kultivuojame šią sritį, palaikome savo profesionalias gamybos galimybes, integruodami kelis pagrindinius procesus, tokius kaip galvanizavimas, karštasis cinkavimas ir anodavimas.
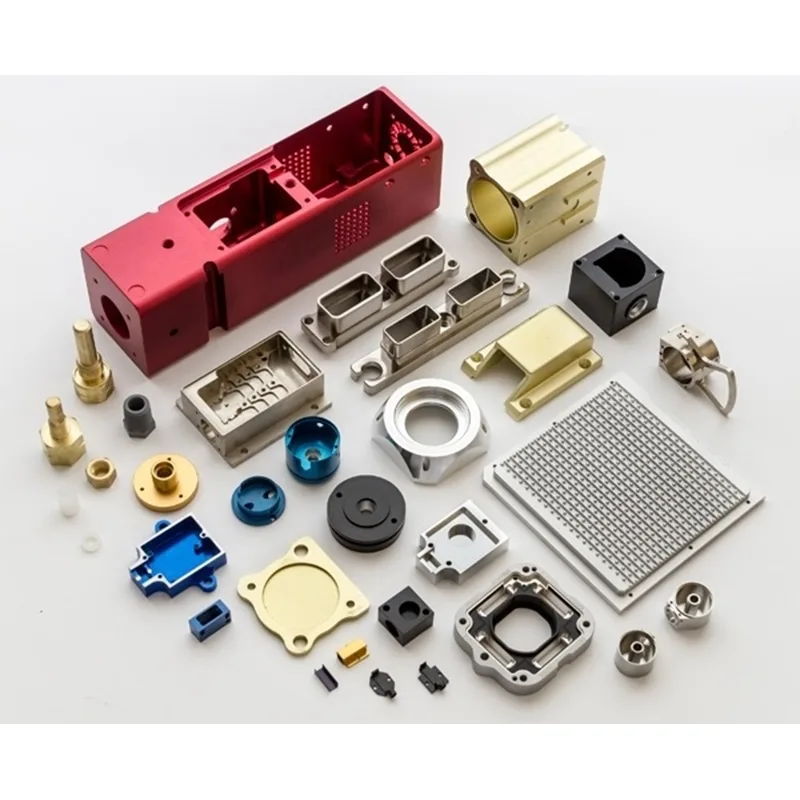
„S-SEN Metal“ specializuojasi dengtų dalių tyrime ir plėtroje, gamyboje ir pardavimuose. Technologinių naujovių esmė ir stabili kokybė yra pagrindas, todėl klientams visame pasaulyje teikiame vieno langelio sprendimus dengtoms ir dengtoms dalims. Mūsų dengtos dalys yra padengtos įvairiais pagrindais, įskaitant nerūdijantį plieną, aliuminio lydinį ir plieną. Galime pritaikyti paviršiaus apdorojimo procesus, kad atitiktų konkrečius klientų poreikius, o mūsų produktai yra plačiai naudojami techninės įrangos gaminiuose, automobilių dalyse, elektroninėje įrangoje, lauko įrenginiuose, statybinėse konstrukcijose ir daugelyje kitų pramonės šakų.
Kaip tiesioginis gamintojas pašaliname tarpininkus, siekdami visiškos kontrolės nuo žaliavų įsigijimo ir gamybos iki galutinio produkto pristatymo. Tai užtikrina mūsų dengtų dalių kokybės stabilumą ir suteikia klientams konkurencingesnes kainas.
1. Galvanizavimas
Tikslaus elektrolitinio proceso metu ant metalinių pagrindų paviršiaus padengiame vienodą nikelio, chromo ar vario sluoksnį, efektyviai pagerindami dengtų dalių atsparumą korozijai, atsparumą dilimui ir paviršiaus blizgesį. Šis procesas tinka įvairiems pagrindams, tokiems kaip nerūdijantis plienas ir aliuminio lydiniai. Po proceso optimizavimo dangos storis yra vienodas ir vienodas, su stipriu sukibimu, atitinkančiu didelio tikslumo poreikius. Jis plačiai naudojamas tiksliuose elektroniniuose komponentuose, techninės įrangos prieduose ir kituose gaminiuose.
2. Karštas cinkavimas
Mūsų karštojo cinkavimo procesas panardina metalines dalis į išlydytą cinką esant 445 ℃–450 ℃, suformuodamas tankų cinko ir geležies lydinio sluoksnį ir gryno cinko paviršiaus sluoksnį ant pagrindo. Šis metalurginio sujungimo būdas užtikrina stiprų sukibimą tarp dangos ir pagrindo, užtikrina ilgalaikę veiksmingą lauko apkaustų ir konstrukcinio plieno apsaugą nuo korozijos, tinka dengtoms dengtoms dalims, kurios ilgą laiką veikiamos drėgnoje, lauko aplinkoje.
3. Anodavimas ir elektrolitinis dažymas
Šis procesas pirmiausia taikomas padengtoms dengtoms dalims, pagamintoms iš aliuminio ir aliuminio lydinių. Vykstant elektrocheminei reakcijai ant pagrindo paviršiaus susidaro kieto oksido plėvelė, žymiai pagerinanti gaminio atsparumą korozijai, atsparumą dilimui ir izoliacines savybes. Vėlesnis elektrolitinio dažymo procesas užtikrina stabilią, atsparią blukimui įvairių spalvų išvaizdą, tinkančią automobilių apdailos dalims, elektroninėms apdailos dalims ir kitiems gaminiams, kuriems reikalinga tiek estetika, tiek našumas. Priklausomai nuo poreikių, jį galima suskirstyti į II tipą (įprastas anodavimas) ir III tipą (kietąjį anodavimą), tinkančius atitinkamai dekoratyviniams ir sudėtingiems dilimui atspariems darbams.
1. Juodinimo gydymas
Per kontroliuojamą cheminę reakciją ant plieno paviršiaus susidaro juodo oksido plėvelė, užtikrinanti pagrindinę dengtų dalių apsaugą nuo rūdžių, o taip pat paprasta ir sudėtinga matinė apdaila. Tinka programoms, kurioms reikalinga nedidelė išvaizda, pvz., mechaninėms dalims ir techninės įrangos įrankiams.
2. Purškimas
Tai apima ir dažymą purškimu, ir miltelinį dažymą. Dažymas purškiant siūlo platų spalvų ir blizgesio lygių asortimentą, kad atitiktų įvairius dekoratyvinius poreikius; miltelinis dažymas žymiai pagerina padengtų dengtų dalių atsparumą dilimui, užtikrina stiprų sukibimą ir atsparumą lupimui, todėl tinka gaminiams, kuriems taikomi aukšti apsaugos reikalavimai, pavyzdžiui, lauko įrangos korpusams ir prietaisų komponentams. Naudojame profesionalią purškimo įrangą, užtikrinančią vienodą dangą be nubėgimų, burbuliukų ir kitų defektų.
3. Poliravimas ir šepetys
Poliruojant nerūdijančio plieno ir variu dengtų dalių paviršius tampa blizgus, lygus, todėl sumažėja paviršiaus nelygumai ir palengvinamas valymas. Šepetys sukuria ploną, siūlą primenančią pagrindo paviršiaus tekstūrą, efektyviai paslepiantį nedidelius įbrėžimus ir suteikiant unikalią tekstūruotą išvaizdą. Tai tinka dekoratyviniu sluoksniu padengtoms dalims, pagamintoms iš aliuminio lydinio ir nerūdijančio plieno, pavyzdžiui, baldų apkaustams ir elektroniniams korpusams.
4. Smėliavimas ir elektroforezė
Smėliavimas pašalina nešvarumus ir oksidų sluoksnius nuo pagrindo paviršiaus, pagerindamas paviršiaus šiurkštumą ir sudarydamas gerą pagrindą vėlesniam dangos sukibimui, užtikrinant, kad padengtų dengtų dalių danga nebūtų lengvai nusilupusi. Kita vertus, elektroforezė sudaro vienodą, korozijai atsparią dangą ant nerūdijančio plieno ir aliuminio lydinio pagrindų. Danga yra tanki ir puikiai apsaugo, todėl tinka tikslioms dalims, kurioms keliami aukšti atsparumo korozijai reikalavimai.


| Parametras elementas | Specifikacija | Taikomas procesas | Pagrindo medžiaga |
|---|---|---|---|
| Dangos storis | 0,1 μm - 50 μm (pritaikoma) | Galvanizavimas, anodavimas | Nerūdijantis plienas, aliuminio lydinys |
| Karšto cinkavimo temperatūra | 445 ℃ - 450 ℃ | Karštas cinkavimas | Plienas |
| Anodavimo plėvelės storis | II tipas: 10-15μm; III tipas: 35-50μm | Anodavimas ir elektrolitinis dažymas | Aliuminio lydinys |
| Purškimo dangos storis | 50μm - 150μm (reguliuojamas) | Purškimas (dažymas, dažymas milteliniu būdu) | Plienas, aliuminio lydinys, nerūdijantis plienas |
| Atsparumas korozijai | Neutralaus druskos purškimo testas: ≥48h (pritaikoma iki ≥720h) | Visi procesai | Visi taikomi substratai |
| Paviršiaus šiurkštumas (Ra) | 0,1 μm - 1,6 μm (reguliuojamas) | Poliravimas, valymas šepečiu, smėliavimas | Nerūdijantis plienas, aliuminio lydinys, varis |













